水分是饲料加工过程中zui为重要的质量控制指标之一, 同时还影响着饲料的购销和储管, 因此保证饲料产品质量的关键因素之一就是有效地控制饲料中的水分。水分控制, 就是根据不同的情况在整个生产的过程中综合控制各种因素, 从而使饲料加工产品的zui终水分含量达到生产者所规定的预期目标。为了提高企业的经济效益, 降低能耗成本, 在饲料加工过程中就必须有效地、 地控制出厂成品的水分含量。一方面, 可有效防止在产品保质期内发生氧化霉变等影响产品质量的情况; 另一方面, 可有效地控制饲料加工过程中的因水分丢失而导致粉尘外逸所造成的不必要损耗(郭桂芳,2004 ) 。 因此, 本文旨在探讨饲料加工过程中影响水分含量的各因素, 为生产各种不同水分含量的饲料产品提供有效的解决方法。
在饲料生产过程中,从原料输入到产品输出,水分含量的适宜, 不仅可以使饲料加工成本更低和能耗减少, 还能让饲料产品的质量和加工的效率都有显著提高, 提供的产品。各饲料加工工序都影响饲料产品的水分含量, 其中主要因素有饲料原料本身的水分含量、 粉碎过程的水分变化、 混合阶段的水分添加量、调质过程中蒸汽的水分含量、 制粒过程的环膜厚度和压缩比、 冷却器的风量、 风速及风干时间、 包装质量的管理等 (俞霄霖, 2004 ) 。
1 原料的接收、 贮藏和清理过程中的水分含量控制
接收过程水分损失主要取决于饲料与空气接触的强弱和接触时间。 现有饲料加工厂的原料进入卸料坑时, 原料均有空中泼洒的过程, 如果原料中所含的水分多于空气中所含的水分, 水分就会向空气方向流动, 同时原料与空气接触较为充分, 水分较容易损失。因此, 在原料接收过程中可以将饲料下降方式由泼洒改为滑淌。 减少物料与空气接触面积, 亦就降低了水分损耗, 又能减少粉尘的外溢所带来的原料损失。 玉米和麦麸的水分含量损失不同见表 1。
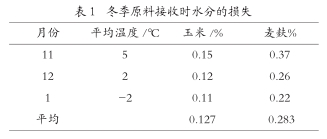
由表 1 可以看出, 原料接收过程中麦麸失水率大于玉米,说明粉料比颗粒料更易失水,玉米为0. 127% , 麦麸为 0. 283% , 因测定时间为冬季, 可推断夏季的失水量将大于冬季 (王永昌, 2012 ) 。饲料原料水分是安全贮存的关键因素之一, 尤其是一些植物性原料, 因含水量大, 一般都达不到安全贮藏的标准, 另一方面, 受到环境和天气的影响,水分在环境温度和相对湿度下达到动态平衡。研究表明, 饲料原料水分含量达到 14% , 相对湿度为 75% ~85% 时,贮存的过程中原料极易产生大量霉菌, 使饲料品质下降。 因此, 需要控制饲料原料的水分 (安全水分应在 12% 以下) 和改善原料的贮存条件, 尽早地采取防霉剂控制霉菌, 减少霉菌的污染。 饲料中主要原料为玉米, 通常贮存在立筒仓内,由于昼夜温差大, 贮存原料的水分蒸发, 使靠近立筒仓壁的部分原料因结露而含水量偏高, 长期贮存会使原料产生霉变。 所以对水分偏高的原料比较经济的做法是在短期内与其他水分含量较少的原料搭配使用或立即进行生产消化,防止原料的霉变。相反当原料水分偏低时就需要防止原 料在库存过程中进一步损失水分, 保持成品水分的一致性 (王若兰等, 2005 ) 。总之, 原料在贮藏过程中的水分含量控制, zui有效的办法是原料入库水分控制在较低的范围内,提高原料的周转率, 缩短贮藏时间。生产上原料清理程序对保证产品质量是重要的一步, 它能清理出原料中结块、 霉变的原料。 部分高温高湿的原料在清理过程中得到降温散热, 一定程度上起到了对水分的控制。
2 粉碎过程中的水分含量控制
2.1 粒度大小
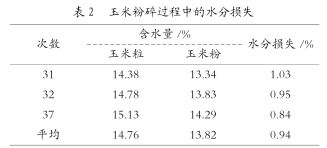
粉碎是饲料加工过程中的关键步骤, 饲料主副原料多数需经过粉碎, 这个过程会使原料颗粒逐渐变小, 而表面积有所增加; 随着原料的粒度减小, 水分的损耗也会显著的增加。 根据水分含量不同的原料进行粉碎的同时, 做一个检测分析发现, 水分含量大的原料, 粉碎后粉料的水分损耗量大, 粉碎的效率明显偏低, 而能耗却显著提高 (屠康等, 2006 ) 。玉米粉碎的水分损失见表 2。
原料在粉碎过程中水分损失量, 随气温增加而增大。 因此, 在粉碎原料时尽量减少进行重复粉碎,降低粉碎室的温度,尽量减少不必要的水分流失(董全等, 2007 ) 。 为此, 粉碎室的进风可尽量采用地下室的低温空气, 不仅可降低水分损耗, 还能提高粉碎效率, 有效地降低能耗。
2.3 粉碎工艺
在粉碎过程中, 粉碎工艺的不同, 所造成原料失水强度各不相同。 原料和粉碎机内气流接触的强度越强, 原料的水分损失程度就越大。 因此, 原料在粉碎过程中,无吸风的状态下,原料水分损耗在0. 22% 。 有吸风与无吸风水分损耗没有明显的差异,但风量的大小会影响到水分的损失(吕景智等,2005 ) 。 吸风还有一个好处, 可以降低粉碎室的温度和湿度, 使粉碎后的原料更有利于排出。
3 混合过程中的水分含量控制
粉碎之后的粉料进入到混合机内, 在混合之前检测一下水分含量, 因为此时的粉料全部处于漂浮和吸风状态下, 容易损耗水分。如水分含量已低于 13% , 可以在混合机内添加适量的水分, 一方面能够起到润料的作用, 另一方面还能为调质增加热传导, 提高调质的效果和质粒的效率 (李军国等,2006 ) 。添加水分一定要均匀雾化,使水分含量均一、 稳定。 一旦水分含量高于 13% , 就要想办法去控制水分, 防止在制粒和冷却过程中产生困难和发生饲料变质等情况。
刘春雪等 (2004 ) 在混合剂粉料中添加的水分分别是 0、 0. 5% 、 1. 5% 、 2. 5% , 结果发现, 添加 0. 5% 、1. 5% 的水分在成品中保水率为 65% ,添加 2. 5% 的水分在成品中的保水率仅剩下 50% 。 结果说明了水分添加的多, 不一定会起到很好的效果, 这时就需要水结合剂和表面活性剂,它们在结合游离水、 减少水分的损失起到重要的作用, 从而提高了成品饲料的保水能力, 减少霉变的发生。
4 调质过程中的水分含量控制
调质是饲料加工过程中zui重要的一个工序。 通过调质可提高原料颗粒硬度,降低原料被粉化率,提高动物对饲料的消化能力, 杀死病菌, 节省制粒能耗。调质是对原料综合作用的过程, 使原料能够达到适宜的水分含量和温度。
调质水分是通过控制蒸汽的添加量来调节的,而蒸汽的添加量可以通过进气量和蒸汽质量来调节的。 蒸汽添加过多, 会堵塞模孔, 增加颗粒的水分含量; 蒸汽添加不足, 对压膜、 压辊的损伤较大, 粉化率高, 对制粒影响大 (赵晓芳, 2008 ) 。因此, 在调质过程中,要根据粉料的含水量来调整蒸汽量, 从而达到理想的效果。
调质时间决定着原料在调质器内对水分吸收的多少, 调质时间越长, 原料停留在调质器内的时间就越久, 原料与蒸汽接触越充分, 原料的水分含量就越高 (李久群, 2006 ) 。因此, 水分含量低的原料, 就需要较长的调质时间来增加水分。在高温干燥季节, 若调质的原料水分偏低, 通过调高减压阀后压力,为调质器提供大量的湿蒸汽,可提高原料的水分含量。 相反, 在低温潮湿季节, 若调质的原料水分偏高,可以增加减压阀前后的压差, 为调质器提供干蒸汽, 降低原料的水分。
5 制粒和膨化过程中的水分含量控制
调质过程是原料增加水分的过程, 制粒使原料相互摩擦、 挤压, 致使温度升高, 原料中水分的含量还会相应的提高。 若水分含量较低的原料进入到环模制粒机中,会生产出表面光滑而坚硬的颗粒料,不利于动物对饲料的消化, 且所需的能耗大; 水分含量较高的原料, 则会出现表面粗糙不成形的颗粒料, 也会对制粒机产生损耗, 且不利于储存。 一般要求成品颗粒料的含水量不超过 13% , 因此, 制粒过程对水分的控制也有一定的难度。为此, 通过调整环模有效厚度和孔径来适应水分含量不同的原料。有效厚度大的环模,原料进入的摩擦阻力比较大,产生的高温使原料的水分含量损失较大;相反, 厚度小的环模, 生产出的颗粒料水分含量较高。孔径大的环模原料容易进入,制成的颗粒也比较大, 在后续的冷却过程中就不会带走大量的水分; 不同的是, 孔径小的环模, 就会产出水分含量高的饲料。膨化度一定程度上决定了成品饲料水分的高低。膨化过程则根据不同的产品及膨化设备, 对水分要求范围较宽, 一般水分含量在 10% ~40% 。膨化过程使饲料的水分变化更大,尤其是湿法膨化, 如果不配有相应的干燥工序, 很难达到安全储存的要求。 现有干燥工序所产生的干燥气流不能在饲料上分布足够的均匀度, 而为了能够安全储存, 导致饲料脱水严重。 对于膨化过程可通过调整压力和模孔数量来控制膨化度, 进而控制原料的水分含量。
6 冷却过程中的水分含量控制
冷却过程就是降低温度, 使颗粒料的温度降到安全贮藏的要求, 防止水分含量过低, 带来库存损失; 水分含量过高, 导致饲料发生霉变。 所以说要严格控制冷却过程。
通过对产品目标温度的控制来控制目标水分,根据湿热的原料的不同温度来控制冷却程度, 从而控制水分 (冯永江, 1999 ) 。关键的因素就是冷却时间和风量的大小, 根据饲料原料的所含水分, 调节冷却风量及速度的大小, 控制冷却时间, 冷却后成品饲料就会达到所需水分。 这种技术虽然被许多企业采用, 但由于水分含量测定繁琐, 不能及时地进行产品水分的准确调节, 导致产品饲料的水分含量不稳定, 变化波动较大 (宁富胜, 2001 ) 。
7 成品储存过程中的水分含量控制
成品在储存过程中的水分含量控制zui重要是做好包装和防潮处理。在充分冷却后才能进行包装, 防止因成品温度过高, 造成局部霉变; 如果包装不严, 同样会导致成品饲料发霉。 因此, 尽量缩短库存时间, 在产品保质期内销售, 将产品饲料水分控制在理想的范围内, 是可以实现的。
8 结语
控制饲料中水分的含量对整个饲料加工工艺过程都有着巨大影响。适宜的水分含量, 可以提高产品饲料的质量, 降低饲料的加工成本, 减少加工设备的损耗,降低饲料加工过程中的能量损失, 从而提高工厂的经济效益。 虽然每一个过程所带来饲料水分的变化是微不足道的, 但是大量的微量凝聚成的就会是一个客观的数值。因此, 我们要对一些工艺设计进行调整, 使饲料厂能够获得更多的利润。随着动物营养研究的发展, 机械设计技术不断*, 自动控制技术进一步提高, 人们对饲料产品的认识不断深入,饲料加工工艺与设备不断变化。特别是现在十分激烈的市场竞争, 更加要求饲料加工厂的工艺设计做到安全化、 可靠化、 及时的维护和清理, 提高设备自动控制水平, 实现产品加工质量和过程的有效控制。饲料厂的管理要做到精细化, 饲料厂的管理人员要求具有战略眼光, 采用新概念、 新技术、 新工艺有来提高经济效益 (熊易强,2000 ) 。从小方面与方面同时进行, 增强饲料厂的核心竞争力, 才能使饲料厂在激烈的市场竞争中立于不败之地。

